ЕкШ§ЗНЛњЦїШЫЮЌаоММЪѕЗўЮёЩЬ
ШШУХЙиМќДЪЃК
ЁЁfanuc ЁЁЗЂФЧПЦ ЁЁЮЌао ЁЁЛњаЕЪж ЁЁЫХЗўЕчЛњ ЁЁЪОНЬЦїЮЌао ЁЁМѕЫйЦїЮЌао ЁЁЪОНЬЦї ЁЁЛњЦїШЫ ЁЁЯЕЭГ ЁЁМѕЫйЦїЮЌао ЁЁМѕЫйЦї ЁЁПижЦЙё ЁЁЗЂФЧПЦЕчЛњ ЁЁЫХЗўЗХДѓЦї ЁЁ
ФњЯждкЕФЮЛжУЪЧЃКЪзвГ > ЗЂФЧПЦЛњЦїШЫЮЌао > >ЗЂФЧПЦЛњЦїШЫТСВФКИНгНкЦјзАжУ
ЗЂФЧПЦЛњЦїШЫТСВФКИНгНкЦјзАжУ
ЪБМфЃК2025-11-11 РДдДЃКЛЅСЊЭј дФЖСДЮЪ§ЃК
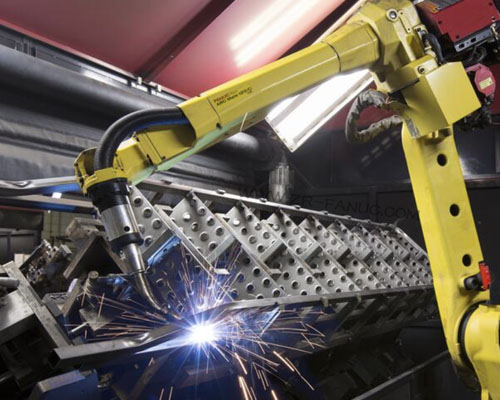
ЗЂФЧПЦЛњЦїШЫЦОНшОЋзМЕФЙьМЃПижЦКЭЮШЖЈЕФКИНгадФмЃЌдкТСВФКИНгСьгђеМОнживЊЕиЮЛЁЃТСВФЕМШШадЧПЁЂШлЕуЕЭЃЌКИНгЪБвзГіЯжбѕЛЏЁЂЦјПзЕШШБЯнЃЌЖдБЃЛЄЦјЕФДПЖШКЭЙЉИјЮШЖЈадвЊЧѓМЋИпЁЃЁЁ
ЗЂФЧПЦЛњЦїШЫЦОНшОЋзМЕФЙьМЃПижЦКЭЮШЖЈЕФКИНгадФмЃЌдкТСВФКИНгСьгђеМОнживЊЕиЮЛЁЃТСВФЕМШШадЧПЁЂШлЕуЕЭЃЌКИНгЪБвзГіЯжбѕЛЏЁЂЦјПзЕШШБЯнЃЌЖдБЃЛЄЦјЕФДПЖШКЭЙЉИјЮШЖЈадвЊЧѓМЋИпЁЃДЋЭГЙЉЦјФЃЪНЯТЃЌЮЊБЃеЯКИНгжЪСПЭљЭљВЩгУЙ§СПЙЉЦјЃЌЕМжТБЃЛЄЦјЯћКФГЩБООгИпВЛЯТЁЃWGFACSНкЦјзАжУеыЖдЗЂФЧПЦЛњЦїШЫТСВФКИНгЕФЙЄвеЬиЕубаЗЂЃЌЭЈЙ§жЧФмЕїПиЪЕЯжБЃЛЄЦјОЋзМЙЉИјЃЌдкВЛгАЯьКИНгжЪСПЕФЧАЬсЯТДѓЗљНЕЕЭ40%-60%ЕФЯћКФЃЌГЩЮЊТСВФКИНгГЁОАНЕБОдіаЇЕФЙиМќзАБИЁЃ
ЗЂФЧПЦЛњЦїШЫТСВФКИНгЕФБЃЛЄЦјЯћКФЭДЕуЃЌдДгкЙЄвеЬиадгыДЋЭГЙЉЦјФЃЪНЕФУЌЖмЁЃТСВФБэУцвзаЮГЩжТУмбѕЛЏФЄЃЌКИНгЪБашзуСПБЃЛЄЦјИєОјПеЦјЃЌЗРжЙбѕЛЏФЄдйЩњгАЯьКИЗьжЪСПЁЃЗЂФЧПЦЛњЦїШЫКИНгТСВФЪБЃЌЛсИљОнАхКёЁЂНгЭЗаЮЪНЖЏЬЌЕїећЕчСїКЭКИНгЫйЖШЃЌШлГиДѓаЁгыБЃЛЄашЧѓЫцжЎБфЛЏЁЃДЋЭГЙЬЖЈСїСПЙЉЦјЮоЗЈЭЌВНЪЪХфЃЌКИНгБЁАхаЁЕчСїЪБЃЌЙ§СПБЃЛЄЦјЛсдкХчзьЭтаЮГЩЮаСїСїЪЇЃЛКИНгКёАхДѓЕчСїЪБЃЌШєСїСПЮДМАЪБЬсЩ§ЃЌШлГиЛсвђБЃЛЄВЛзуГіЯжЦјПзЁЃИќЭЛГіЕФЪЧЃЌЗЂФЧПЦЛњЦїШЫдкЦ№ЛЁдЄШШЁЂЪеЛЁБЃЮТМАЙЄЮЛЧаЛЛЪБЃЌБЃЛЄЦјГжајЪфГіЃЌБЃЛЄЦјРЫЗбЮЪЬтЭЛГіЁЃ
WGFACSНкЦјзАжУгыЗЂФЧПЦЛњЦїШЫТСВФКИНгЕФИпаЇЪЪХфЃЌКЫаФдкгкзЈЪєЕФЙЄвеНтТыФмСІЁЃИУзАжУЭЈЙ§ЪЪХфбЁаЭгыЗЂФЧПЦЛњЦїШЫПижЦЯЕЭГЩюЖШЛЅСЊЃЌЮоашаоИФдгаКИНгГЬађЃЌМДПЩЪЕЪБВЖЛёКИНгЕчСїЧњЯпЁЂКИЧЙЮЛжУЁЂЦ№ЛЁЪеЛЁаХКХЕШКЫаФВЮЪ§ЁЃеыЖдТСВФКИНгЕФЕЭЕчСїЦ№ЛЁЁЂИпЕчСїШлЗѓЬиадЃЌзАжУФкжУзЈЪєВЮЪ§ПтЃЌФмОЋзМЪЖБ№ВЛЭЌКИНгНзЖЮЕФБЃЛЄашЧѓЁЃЪ§ОнДЋЪфбгГйПижЦдкКСУыМЖЃЌШЗБЃЙЉЦјЕїНкгыЛњЦїШЫзївЕВЮЪ§ЭЌЦЕБфЛЏЃЌБмУтДЋЭГЙЉЦјЕФжЭКѓадРЫЗбЁЃ
WGFACSНкЦјзАжУЕФЖЏЬЌПиЦјТпМЃЌЭъУРЦѕКЯЗЂФЧПЦЛњЦїШЫТСВФКИНгЕФЙЄвевЊЧѓЁЃЦ№ЛЁНзЖЮЃЌЗЂФЧПЦЛњЦїШЫЪфГіЕЭЕчСїдЄШШТСВФЃЌзАжУЭЌВНЙЉИјЕЭСїСПБЃЛЄЦјЃЌМШИВИЧШлГиКЫаФЧјгђЗРжЙбѕЛЏЃЌгжБмУтЙ§СПРЫЗбЃЛНјШыжїКИНгНзЖЮЃЌЕчСїЬсЩ§КѓЃЌзАжУЫВМфНЋСїСПЕїжСЪЪХфжЕЃЌаЮГЩКёЪЕЮШЖЈЕФБЃЛЄЦјежЃЌАќЙќРЉДѓЕФШлГиМАШШгАЯьЧјЁЃКИНгБЁАхЪБЃЌСїСПздЖЏбЙЫѕжСзюаЁгааЇЗЖЮЇЃЛКИНгКёАхЖрВуКИЪБЃЌИљОнУПВуЕчСїБфЛЏОЋзМЕїећСїСПЃЌШЗБЃУПВуКИЗьЖМЕУЕНГфЗжБЃЛЄЁЃ
еыЖдЗЂФЧПЦЛњЦїШЫТСВФКИНгЕФЙиМќЛЗНкЃЌWGFACSНкЦјзАжУЩшМЦСЫОЋЯИЛЏЙмПиВпТдЁЃЪеЛЁНзЖЮЃЌЗЂФЧПЦЛњЦїШЫВЩгУЫЅМѕЕчСїБЃЮТЃЌзАжУИњзйЕчСїЫЅМѕЧњЯпЃЌж№ВННЕЕЭБЃЛЄЦјСїСПЃЌжБжСШлГиЭъШЋФ§ЙЬКѓЧаЖЯжїЙЉЦјЃЌНіБЃСєЮЂСПЦјЬхЗРжЙХчзьбѕЛЏЁЃЙЄЮЛЧаЛЛЪБЃЌзАжУЭЈЙ§КИЧЙЮЛжУДЋИаЦїМьВтЮЛвЦЃЌРыПЊКИНгЧјгђКѓСЂМДНЕжСД§ЛњСїСПЃЛЗЕЛиКИНгЮЛжУЪБЃЌИљОнКИЧЙгыЙЄМўЕФОрРыЬсЧАЛжИДЙЄзїСїСПЃЌШЗБЃЦ№ЛЁЧАБЃЛЄЦјвбаЮГЩгааЇЦјежЁЃЖдгкТСВФКИНгГЃгУЕФТіГхКИНгФЃЪНЃЌзАжУФмЦЅХфТіГхЦЕТЪЖЏЬЌЕїНкСїСПЃЌБмУтТіГхМфЯЖЕФЦјЬхРЫЗбЁЃ
Утд№ЩљУїЃКБОЭјВПЗжЮФеТКЭаХЯЂРДдДгкЛЅСЊЭјЃЌБОЭјзЊдиГігкДЋЕнИќЖраХЯЂКЭбЇЯАжЎФПЕФЁЃШчзЊдиИхЩцМААцШЈЕШЮЪЬтЃЌЧыСЂМДСЊЯЕЭјеОЫљгаШЫЃЌЮвУЧЛсгшвдИќИФЛђЩОГ§ЯрЙиЮФеТЃЌБЃжЄФњЕФШЈРћЁЃ
ЩЯвЛЦЊЃКЗЂФЧПЦКИНгЛњаЕЪжНкЦј
ЯрЙизЪбЖ
- ЗЂФЧПЦЛњЦїШЫаТФмдДЦћГЕКИНгНкЦјЩшБИ(2026-02-06)
- ЗЂФЧПЦЛЁКИЛњЦїШЫЖўдЊЛьКЯЦјНкЦјзАжУ(2026-02-05)
- ЗЂФЧПЦЛњЦїШЫЭкОђЛњЖЗИЫКИНгНкЦјЩшБИ(2026-02-04)
- ЗЂФЧПЦКИНгЛњЦїШЫЖўБЃКИжЧФмНкЦјЗЇ(2026-02-03)
- ЗЂФЧПЦЛњЦїШЫТСКЯН№КИНгНкЦјзАжУ(2026-02-02)
- ЗЂФЧПЦЛњЦїШЫЕчГиЭаХЬКИНгНкЦјзАжУ(2026-01-30)
ЭЦМіФкШн
- ЗЂФЧПЦFANUCЛњЦїШЫA05B-2301-C335ЪОНЬЦїЮЌао
- ЗЂФЧПЦАсдЫЛњЦїШЫM-2000iAЮоЗЈПижЦВйзїЃЈОЏБЈ
- ЗЂФЧПЦЛњЦїШЫЪОНЬЦїA05B-2255-C101НєМБМБЭЃЙЪ
- ЗЂФЧПЦКИНгЛњЦїШЫЩаЮДСЌНсКИЧЙЪБжДааСЫСЌНсжИ
- ЗЂФЧПЦКИНгЛњЦїШЫдкгІгУжаГЃМћЕФЙЪеЯМАНтОіДы
- ЗЂФЧПЦЛњЦїШЫЪОНЬЦїУцАхНєМБЭЃЛњЃЈОЏБЈ001ЃЉ
- ЗЂФЧПЦЛњЦїШЫПижЦУцАхЕчТЗАхЮоСЌНгаХКХЃЈОЏБЈ
- ЗЂФЧПЦЛњЦїШЫЪОНЬЦїЦСФЛЪЇСщДЅУўЮоЗДгІШчКЮНт
- зюаТЗЂФЧПЦЛњЦїШЫJ2жсМѕЫйЦїИќЛЛСїГЬЁОЭМЮФЯъ
- ЫХЗўЕчЛњБЈОЏаХКХ046ЕФдвђМАНтОіЗНЗЈ
ШШЕуФкШн

ЩљУїЃКБОеОЬсМАЕФЦЗХЦНігУгкЫЕУїЮЌаоЛњаЭЃЌБОЙЋЫОЮДЛёЕУЦЗХЦЪкШЈЃЌЗЧЙйЗНЪкШЈЪлКѓЁЃзгШёЛњЦїШЫЪЧвЛМвЖРСЂЕФЕкШ§ЗНЛњЦїШЫММЪѕЗўЮёЩЬЃЌЮЊПЭЛЇЬсЙЉИќИпаЇТЪЁЂИќгХГЩБОЁЂИќШЋЗўЮёЕФбЁдёЁЃ
Copyright © ЙужнзгШёЛњЦїШЫММЪѕгаЯоЙЋЫОАцШЈЫљга ЕчЛАЃК15889988091 ЕижЗЃКЙужнЪаЗЌиЎЧјЖЋЛЗНжН№ЩНЙШДДвтАЫНж1КХ109 ICPЃКдСICPБИ15095857КХ-7
