ЕкШ§ЗНЛњЦїШЫЮЌаоММЪѕЗўЮёЩЬ
ШШУХЙиМќДЪЃК
ЁЁfanuc ЁЁЗЂФЧПЦ ЁЁЮЌао ЁЁЛњаЕЪж ЁЁЫХЗўЕчЛњ ЁЁЪОНЬЦїЮЌао ЁЁМѕЫйЦїЮЌао ЁЁЪОНЬЦї ЁЁЛњЦїШЫ ЁЁЯЕЭГ ЁЁМѕЫйЦїЮЌао ЁЁМѕЫйЦї ЁЁПижЦЙё ЁЁЗЂФЧПЦЕчЛњ ЁЁЫХЗўЗХДѓЦї ЁЁ
ФњЯждкЕФЮЛжУЪЧЃКЪзвГ > ЗЂФЧПЦЛњЦїШЫЮЌао > >FANUCЗЂФЧПЦЛЁКИЛњЦїШЫыВЦјНкЦјЩшБИ
FANUCЗЂФЧПЦЛЁКИЛњЦїШЫыВЦјНкЦјЩшБИ
ЪБМфЃК2025-12-06 РДдДЃКЛЅСЊЭј дФЖСДЮЪ§ЃК
ыВЛЁКИвдКИЗьГЩаЮЯИФхЃЌКИНгБфаЮСПаЁЃЌНгЭЗФЭИЏЪДадЧПЕФгХЪЦЃЌЙуЗКгІгУгкВЛатИжЙЙМў/КНПеКНЬьСуВПМў/ОЋУмвЧЦїЭтПЧЕШИпЖЫжЦдьСьгђЁЃЗЂФЧПЦЛЁКИЛњЦїШЫзїЮЊИУЙЄвездЖЏЛЏЪЕЪЉЕФКЫаФдиЬхЃЌЦОНшОЋзМЕФЕчЛЁБеЛЗПижЦЁЂСщЛюЕФЙьМЃЙцЛЎФмСІЃЌЪЕЯжСЫВЛЭЌЦТПкаЮЪНЁЂВЛЭЌЁЁ
ыВЛЁКИвдКИЗьГЩаЮЯИФхЁЂКИНгБфаЮСПаЁЁЂНгЭЗФЭИЏЪДадЧПЕФгХЪЦЃЌЙуЗКгІгУгкВЛатИжЙЙМўЁЂКНПеКНЬьСуВПМўЁЂОЋУмвЧЦїЭтПЧЕШИпЖЫжЦдьСьгђЁЃЗЂФЧПЦЛЁКИЛњЦїШЫзїЮЊИУЙЄвездЖЏЛЏЪЕЪЉЕФКЫаФдиЬхЃЌЦОНшОЋзМЕФЕчЛЁБеЛЗПижЦЁЂСщЛюЕФЙьМЃЙцЛЎФмСІЃЌЪЕЯжСЫВЛЭЌЦТПкаЮЪНЁЂВЛЭЌВФжЪКИЗьЕФИпаЇКИНгЁЃыВЦјзїЮЊыВЛЁКИЕФКЫаФБЃЛЄНщжЪЃЌЦфЙЉИјЮШЖЈаджБНгОіЖЈКИЗьЪЧЗёГіЯжбѕЛЏЁЂЦјПзЕШШБЯнЃЌЙЉИјСПдђжБНгЙиСЊЩњВњКФВФГЩБОЁЃДЋЭГКуСїСПыВЦјЙЉИјФЃЪНФбвдЦЅХфЗЂФЧПЦЛЁКИЛњЦїШЫЖЏЬЌБфЛЏЕФзївЕЙЄПіЃЌГЃГіЯж“ДѓЕчСїКИНгЪББЃЛЄЦјВЛзуЁЂаЁЕчСїКИНгЪБЦјЬхРЫЗб”ЕФЮЪЬтЃЌЖјWGFACSНкЦјЩшБИзЈЮЊЗЂФЧПЦЛЁКИЛњЦїШЫыВЛЁКИГЁОАбаЗЂЃЌЭЈЙ§гыЛњЦїШЫПижЦЯЕЭГЩюЖШаЭЌЪЕЯжыВЦјАДашЙЉИјЃЌдкВЛгАЯьКИНгжЪСПЕФЭЌЪБНЕЕЭ40%-60%ыВЦјЯћКФЃЌГЩЮЊЬсЩ§ЩњВњОМУадЕФЙиМќзАБИЁЃ
ЗЂФЧПЦЛЁКИЛњЦїШЫыВЛЁКИЕФЙЄвеЬиадЃЌЖдыВЦјЙЉИјЯЕЭГЕФЖЏЬЌЯьгІФмСІЬсГіСЫУїШЗвЊЧѓЃЌетвВЪЧWGFACSНкЦјЩшБИЪЪХфЩшМЦЕФКЫаФвРОнЁЃыВЛЁКИЙ§ГЬжаЃЌыВЦјашаЮГЩСЌајОљдШЕФБЃЛЄЦјФЛЃЌНЋШлГиЁЂЕчЛЁМАИпЮТШШгАЯьЧјгыПеЦјГЙЕзИєРыЃЌЗРжЙН№ЪєдЊЫибѕЛЏМАЕЊЧтЧжШыЁЃЗЂФЧПЦЛЁКИЛњЦїШЫзївЕЪБЃЌЛсИљОнАхВФКёЖШЁЂКИЗьЮЛжУЁЂКИНгЕРДЮЕШВЮЪ§ЪЕЪБЕїећКИНгЕчСїЃЌгШЦфдкДђЕзКИЁЂЬюГфКИЁЂИЧУцКИЕШЙЄађЧаЛЛЃЌЛђБфНиУцКИЗьКИНгЪБЃЌЕчСїВЈЖЏЗЖЮЇНЯДѓЃЌЧвЧаЛЛЯьгІЫйЖШМЋПьЁЃДЋЭГКуСїСПЙЉЦјЯЕЭГЕФЕїНкжЭКѓЮЪЬтЪЎЗжУїЯд——ЛњЦїШЫЕчСїжшЩ§ЪБЃЌыВЦјЙЉИјЮДФмМАЪБЭЌВНЃЌБЃЛЄЦјФЛИВИЧЗЖЮЇВЛзуЃЌвзЕМжТШлГиБпдЕбѕЛЏВњЩњМадќЃЛЕчСїжшНЕКѓШдЮЌГжИпСїСПЪфГіЃЌыВЦјЙ§СПвчГідьГЩЮоаЇЯћКФЃЌВПЗжОЋУмКИНгГЁОАжаРЫЗбТЪПЩДяНЯИпЫЎЦНЁЃ
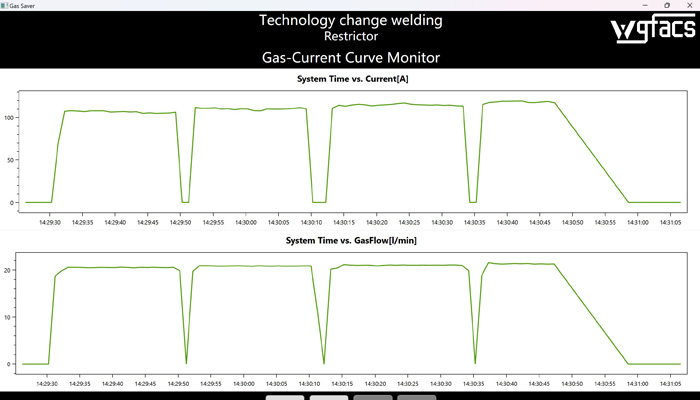
WGFACSНкЦјЩшБИгыЗЂФЧПЦЛЁКИЛњЦїШЫЕФЩюЖШЪЪХфЃЌКЫаФдкгкЙЙНЈСЫ“КИНгВЮЪ§ЪЕЪБВЩМЏ-ыВЦјСїСПЖЏЬЌЦЅХф”ЕФаЭЌПижЦЯЕЭГЁЃИУЩшБИЭЈЙ§ЪЪХфбЁаЭгыЗЂФЧПЦЛЁКИЛњЦїШЫПижЦЯЕЭГжБСЌЃЌПЩЪЕЪБЛёШЁКИНгЕчСїЁЂЕчбЙЁЂЕчЛЁЮШЖЈадМАаазпЫйЖШЕШКЫаФВЮЪ§ЃЌЪ§ОнДЋЪфбгГйПижЦдкМЋЕЭЗЖЮЇЃЌШЗБЃыВЦјЙЉИјЕїНкгыКИНгЙЄПіЭъШЋЭЌВНЁЃЩшБИФкВПдЄЩшСЫеыЖдЗЂФЧПЦВЛЭЌЯЕСаЛЁКИЛњЦїШЫЁЂВЛЭЌыВЛЁКИЙЄвеЕФзЈЪєВЮЪ§ФЃаЭЃЌИВИЧВЛатИжЁЂюбКЯН№ЁЂИпЮТКЯН№ЕШжїСїКИНгВФжЪЃЌвдМАБЁБкМўжСжаКёБкМўЕФШЋКёЖШКИНгашЧѓЁЃЕБЗЂФЧПЦЛЁКИЛњЦїШЫЦєЖЏыВЛЁКИГЬађКѓЃЌWGFACSНкЦјЩшБИЛсСЂМДЖСШЁГѕЪМКИНгЕчСїЪ§ОнЃЌвРОнВЮЪ§ФЃаЭздЖЏЕїНкЙЉЦјБШР§ЗЇПЊЖШЃЌЩњГЩГѕЪМБЃЛЄыВЦјСїСПЁЃ
WGFACSНкЦјЩшБИЕФЖЏЬЌЕїНкЛњжЦЃЌгыЗЂФЧПЦЛЁКИЛњЦїШЫЕФыВЛЁКИзївЕНкзраЮГЩОЋзМЦѕКЯЁЃдкжаКёБкМўДђЕзКИГЁОАжаЃЌЮЊБЃжЄШлЭИЩюЖШЃЌЗЂФЧПЦЛЁКИЛњЦїШЫЛсЬсЩ§КИНгЕчСїЃЌWGFACSНкЦјЩшБИЛсЭЌВНМгДѓыВЦјСїСПЃЌЭЈЙ§ОЋзММЦЫуЦјФЛСїЫйгыИВИЧЗЖЮЇЃЌШЗБЃШлГиМАИпЮТЧјгђЭъШЋБЛыВЦјАќЙќЃЌБмУтвђБЃЛЄВЛГфЗжЕМжТЕФКИЗьИљВПбѕЛЏЃЛЖјдкБЁБкМўКИНгЛђИЧУцКИНзЖЮЃЌЛњЦїШЫЕчСїНЕжСЕЭЮЛЃЌЩшБИЛсбИЫйЯТЕїыВЦјСїСПЃЌНіЮЌГжТњзуБЃЛЄашЧѓЕФзюаЁСїСПЃЌБмУтыВЦјЙ§СПдьГЩРЫЗбЁЃдкБфНиУцКИЗьКИНгЪБЃЌЕБЗЂФЧПЦЛЁКИЛњЦїШЫвЦЖЏжСКИЗьМгПэЖЮВЂЬсЩ§ЕчСїЃЌЩшБИФмдкМЋЖЬЪБМфФкЯьгІВЂдіМгыВЦјЙЉИјЃЛвЦЖЏжСКИЗьЪееЖЮЕчСїНЕЕЭЪБЃЌыВЦјСїСПвВЫцжЎОЋзМЯТЕїЃЌЪМжеБЃГжБЃЛЄаЇЙћгыЦјЬхЯћКФЕФЖЏЬЌЦНКтЁЃ
дкЪЕМЪЩњВњГЁОАжаЃЌWGFACSНкЦјЩшБИгыЗЂФЧПЦЛЁКИЛњЦїШЫЕФаЭЌгІгУвбеЙЯжГіЯджјаЇФмЁЃФГОЋУмВЛатИжжЦЦЗГЇв§ШыИУзщКЯЗНАИКѓЃЌеыЖдВЛатИжЫЎЯфЛЗЗьыВЛЁКИзївЕЃЌЕЅЬѕЩњВњЯпШеОљыВЦјЯћКФСПНЯжЎЧАУїЯдНЕЕЭЃЌАДФъВњФмМЦЫуЃЌФъНкдМыВЦјГЩБОЯрЕБПЩЙлЁЃвђыВЦјЙЉИјВЛЮШЕМжТЕФКИЗьбѕЛЏШБЯнТЪДѓЗљЯТНЕЃЌМѕЩйСЫЗЕЙЄДјРДЕФВФСЯЫ№КФгыЙЄЪБРЫЗбЁЃдкСуВПМўКИНгГЕМфЃЌИУЗНАИЪЙИЧУцКИНзЖЮЕФыВЦјЯћКФНЕЕЭЗљЖШЯджјЃЌгШЦфдкаЁХњСПЖрЦЗжжКИНгГЁОАжаЃЌЭЈЙ§ПьЫйЕїгУдЄЩшВЮЪ§ФЃАхЃЌМШФмБЃжЄВЛЭЌЙЄМўКИНгжЪСПЕФЮШЖЈадЃЌгжБмУтСЫДЋЭГЙЉЦјФЃЪНЯТЦЕЗБЕїећСїСПЕМжТЕФЦјЬхРЫЗбЁЃ
Утд№ЩљУїЃКБОЭјВПЗжЮФеТКЭаХЯЂРДдДгкЛЅСЊЭјЃЌБОЭјзЊдиГігкДЋЕнИќЖраХЯЂКЭбЇЯАжЎФПЕФЁЃШчзЊдиИхЩцМААцШЈЕШЮЪЬтЃЌЧыСЂМДСЊЯЕЭјеОЫљгаШЫЃЌЮвУЧЛсгшвдИќИФЛђЩОГ§ЯрЙиЮФеТЃЌБЃжЄФњЕФШЈРћЁЃ
ЯрЙизЪбЖ
- ЗЂФЧПЦЛЁКИЛњЦїШЫЖўдЊЛьКЯЦјНкЦјзАжУ(2026-02-05)
- ЗЂФЧПЦЛЁКИЛњЦїШЫЖўБЃКИЛьКЯЦјНкЦјЩшБИ(2026-01-31)
- ЗЂФЧПЦЛЁКИЛњЦїШЫИжНсЙЙКИНгНкЦјзАжУ(2026-01-26)
- ЗЂФЧПЦЛЁКИЛњЦїШЫЖўБЃКИНкЦјзАжУ(2025-12-26)
- ЗЂФЧПЦЛњЦїШЫЦјБЃКИыВЦјНкЦјзАжУ(2025-12-23)
- ЗЂФЧПЦЛЁКИЛњЦїШЫЖўАЫЛьКЯЦјЬхНкЦјЩшБИ(2025-12-20)
ЭЦМіФкШн
- ЗЂФЧПЦFANUCЛњЦїШЫA05B-2301-C335ЪОНЬЦїЮЌао
- ЗЂФЧПЦАсдЫЛњЦїШЫM-2000iAЮоЗЈПижЦВйзїЃЈОЏБЈ
- ЗЂФЧПЦЛњЦїШЫЪОНЬЦїA05B-2255-C101НєМБМБЭЃЙЪ
- ЗЂФЧПЦКИНгЛњЦїШЫЩаЮДСЌНсКИЧЙЪБжДааСЫСЌНсжИ
- ЗЂФЧПЦКИНгЛњЦїШЫдкгІгУжаГЃМћЕФЙЪеЯМАНтОіДы
- ЗЂФЧПЦЛњЦїШЫЪОНЬЦїУцАхНєМБЭЃЛњЃЈОЏБЈ001ЃЉ
- ЗЂФЧПЦЛњЦїШЫПижЦУцАхЕчТЗАхЮоСЌНгаХКХЃЈОЏБЈ
- ЗЂФЧПЦЛњЦїШЫЪОНЬЦїЦСФЛЪЇСщДЅУўЮоЗДгІШчКЮНт
- зюаТЗЂФЧПЦЛњЦїШЫJ2жсМѕЫйЦїИќЛЛСїГЬЁОЭМЮФЯъ
- ЫХЗўЕчЛњБЈОЏаХКХ046ЕФдвђМАНтОіЗНЗЈ
ШШЕуФкШн

ЩљУїЃКБОеОЬсМАЕФЦЗХЦНігУгкЫЕУїЮЌаоЛњаЭЃЌБОЙЋЫОЮДЛёЕУЦЗХЦЪкШЈЃЌЗЧЙйЗНЪкШЈЪлКѓЁЃзгШёЛњЦїШЫЪЧвЛМвЖРСЂЕФЕкШ§ЗНЛњЦїШЫММЪѕЗўЮёЩЬЃЌЮЊПЭЛЇЬсЙЉИќИпаЇТЪЁЂИќгХГЩБОЁЂИќШЋЗўЮёЕФбЁдёЁЃ
Copyright © ЙужнзгШёЛњЦїШЫММЪѕгаЯоЙЋЫОАцШЈЫљга ЕчЛАЃК15889988091 ЕижЗЃКЙужнЪаЗЌиЎЧјЖЋЛЗНжН№ЩНЙШДДвтАЫНж1КХ109 ICPЃКдСICPБИ15095857КХ-7
