发那科机器人氩气焊接节气装置
时间:2026-06-22 来源:互联网 阅读次数:
发那科弧焊机器人搭载专属氩焊焊接系统,脉冲焊接程序运行稳定,点位焊接精度出众,广泛应用于精密五金、不锈钢钣金、厨卫配件等薄板氩弧焊自动化生产场景。……
发那科弧焊机器人搭载专属氩焊焊接系统,脉冲焊接程序运行稳定,点位焊接精度出众,广泛应用于精密五金、不锈钢钣金、厨卫配件等薄板氩弧焊自动化生产场景。纯氩气作为氩弧焊唯一保护介质,惰性气体可以稳定钨极电弧,隔绝空气避免焊缝氧化,适配薄板无飞溅、高美观度的焊接要求。精密氩焊产线单台机器人每日起弧熄弧次数极多,氩气耗材月度支出居高不下,现场依旧普遍使用传统机械式调压阀维持固定供气流量,和机器人脉冲焊接动态参数完全脱节。WGFACS焊接节气装置可以适配发那科机器人焊接作业,贴合氩弧焊全程熔池变化规律调节氩气输出,适配精密薄板焊接严苛工艺要求,在不改动机器人焊接程序、不影响焊缝外观与内部质量的前提下,减少40%-60%的氩气消耗。
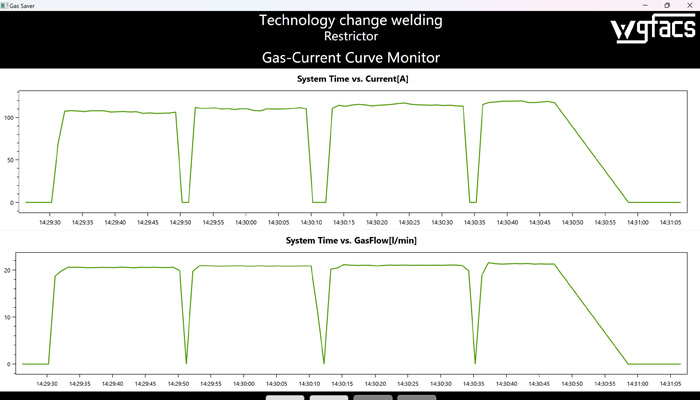
发那科脉冲氩弧焊拥有独立的电流波动逻辑,也是氩焊用气浪费和工艺问题的核心来源。机器人执行脉冲焊接时,峰值电流与基值电流交替切换,峰值电流用于熔化母材形成熔池,基值电流维持电弧稳定、控制薄板热输入,两个阶段电流差值较大,熔池受热面积和裸露范围完全不同。人工提前设定的固定氩气流量,无法跟随脉冲电流高频切换做出同步改变,始终保持统一出气量,适配不了脉冲氩焊毫秒级的工况变化。这类细微的供气不匹配问题,在精密薄板焊接中会被持续放大,既造成氩气无端损耗,也会影响电弧燃烧的平稳性。
结合现场精密氩焊工位运行实况,氩气浪费主要集中在程序运行间隙与脉冲电流低谷两个场景。机器人执行点位跳转、工件位置校准、焊枪回归待机点位时,焊接电弧完全熄灭,高温熔池快速冷却成型,无需保护气体持续覆盖,气路依旧保持焊接状态同等流量出气。脉冲焊接基值电流运行阶段,热输入量大幅降低,狭小薄板熔池不需要大范围气幕防护,过量氩气持续冲刷熔池表面,这类无作用的气体输出占据整体耗气量很大一部分比例。
不同于二保焊混合气焊接,纯氩气气流对氩弧焊焊缝成型影响更加敏感,供气流量失衡会直接产生专属焊接瑕疵。供气流量偏大时,层流氩气变为紊乱气流,外界空气被卷入焊接区域,薄板焊缝表面出现发黄氧化痕迹,钨极受气流冲击出现电弧偏移,焊接点位出现细微偏差。供气流量偏小又无法在峰值电流阶段形成完整气幕,焊缝内部出现微小气孔,精密工件无法满足外观和密封性质检标准。现场操作人员只能折中设置供气流量,始终无法兼顾脉冲高低电流两种工况的用气需求。
WGFACS焊接节气装置无需破解发那科机器人控制系统,无需改动焊机脉冲波形参数,直接对接机器人原生焊接电流信号端口,全程无源采集信号,不会干扰机器人轨迹运行、脉冲波形调节、电弧稳定控制等核心功能。装置实时捕捉脉冲焊接全程电流变化,自动无级调节气路开度,摆脱人工调压的滞后性,实现保护气体按需供给,贴合氩弧焊脉冲焊接规律做到电流大则多,电流小则少,让氩气输出量精准匹配每一个脉冲阶段的熔池防护需求。
装置针对发那科氩弧焊完整焊接流程,拆分四个阶段独立调控气量,适配氩焊独有时序逻辑。起弧阶段快速补充微量氩气排空管路空气,缩短无用预送气时长,杜绝起弧端氧化黑点;脉冲峰值焊接阶段自动提升供气流量,完整包裹瞬时扩张的熔池,保证电弧稳定无偏移;脉冲基值焊接阶段平缓降低氩气流量,避免气流扰动薄板熔池,保证焊道纹路细腻均匀;收弧阶段跟随电流缓慢衰减逐步降压供气,匹配薄板熔池快速冷却特性,合理缩短滞后供气时长,减少收尾阶段多余耗气。
针对机器人自动化程序待机间隙,装置具备独立的气路保压控制逻辑。电弧熄灭后即刻降低供气压力,仅保留微弱保压气流维持管路气压,避免管路泄压导致下次起弧供气延迟。电弧再次触发瞬间,气量可以无缝回升至对应工况标准,不存在供气滞后空档,不会出现间歇性焊缝氧化问题,完全适配机器人高频启停焊的生产模式。
精密氩焊车间环境温度偏高,长时间连续作业会让外接气控元件出现温度漂移,同时机器人手腕小幅往复运动带来持续震动,对节气装置稳定性提出更高要求。设备内部阀体采用恒温控压设计,规避车间环境温度变化带来的流量偏差,整机结构做抗震加固处理,适配机器人手腕多角度微动产生的持续震动,长期运行不会出现调压失灵、流量漂移等故障,适配车间24小时不间断精密焊接生产。
发那科精密氩焊产线大多承接订单式批量生产,停机窗口期短,装置安装无需长时间停线改造。施工无需改动车间集中供气主管路布局,无需拆解焊枪、钨极夹持组件等精密焊接配件,仅在机器人分支进气管道串联设备,完成简易信号对接即可完成调试。全程无需专业焊接工艺人员重新标定参数,调试完成后操作人员沿用原有示教程序和作业方式即可正常生产。
多批次精密氩焊工位落地应用数据可以直观体现设备运行效果,加装WGFACS焊接节气装置后,工位高纯氩气消耗量得到稳定下降,脉冲焊接工况下节气效果表现尤为突出。焊缝氧化发黄、表面气流纹路、内部微小气孔等氩焊常见缺陷明显减少,电弧跳动频次降低,钨极损耗速度有所放缓。整套供气优化全程保留发那科机器人原有焊接工艺参数,焊接效率、工件定位精度、焊缝外观质量均保持原有标准。
发那科机器人脉冲氩焊依靠精细化电流控制保障焊接品质,传统固定供气模式无法跟上脉冲电流快速变化的节奏。WGFACS焊接节气装置依托电流联动自适应供气模式,贴合发那科机器人氩焊运行特性与薄板焊接工艺要求,补齐固定供气模式的固有短板,让气体供给节奏完全匹配机器人焊接时序,帮助精密焊接产线在守住高品质焊接标准的前提下,有效控制高纯氩气耗材成本。
免责声明:本网部分文章和信息来源于互联网,本网转载出于传递更多信息和学习之目的。如转载稿涉及版权等问题,请立即联系网站所有人,我们会予以更改或删除相关文章,保证您的权利。
上一篇:发那科机器人伺服电机温度异常维修
下一篇:没有了
相关资讯
- 发那科机器人铝合金车架焊接节气装置(2026-06-11)
- 发那科机器人新能源汽车焊接节气装置(2026-06-06)
- 发那科FANUC焊接机器人氩气节气装置(2026-06-02)
- 发那科弧焊机器人焊接节气装置(2026-05-26)
- 发那科点焊机器人混合气焊接节气装置(2026-05-18)
- 发那科焊接机器人氩气节气装置(2026-04-29)

声明:本站提及的品牌及图片仅用于说明维修机型,本公司未获得品牌授权,非官方授权售后。子锐机器人是一家独立的第三方机器人技术服务商,为客户提供更高效率、更优成本、更全服务的选择。
